线材工艺(线材加工工艺流程)
酸 洗
线材经过加热轧延后的高温冷却到常温的过程,表面生成铁的氧化膜。另在线材二次加工工程进行的热处理,也会在表面生成氧化膜。因氧化膜较基底铁硬脆,所以在抽线前必须完全除去,经过脱氧化膜的线材再进行磷酸盐等皮膜润滑处理,最后到达伸线工程。
酸洗流程:
弱酸洗→中酸洗→强酸洗→水洗→水洗→草酸洗→磷化→水洗→水洗→润滑→烘干→下料。
酸洗主要用的药水:盐酸、盐酸抑制剂、皮膜剂、促进剂、润滑剂、草酸、调整剂、中和剂。
氧化膜的除去方法分为化学法,机械法,化学、机械合并法。化学性脱氧膜是以硫酸,盐酸等强酸溶解,剥离氧化膜,被剥离氧化膜后的基底铁也稍微被腐蚀,因此而产生的凹凸面有助于后续的抽线工程。
酸洗对氧化膜的溶解性,是氧化铁较易溶解,三氧化二铁,四氧化三铁不易溶解。轧延线材的氧化膜因冷却时产生收缩作用,而有很多小裂缝或孔,酸液经这些裂缝到达可溶性氧化铁层,将氧化膜溶解剥离。
磷酸盐皮膜一般是作为润滑剂的底材处理的,它所发挥的作用是很大的,磷酸盐皮膜的基本处理液主要以锌系、锰系、铁系等所组成,如磷酸锌、磷酸锰、磷酸铁等!
球化退火
退火种类:
1.均质;2.完全退火;3.球化退火;4.软化退火;5.去应力退火;6.再结晶退火;7.恒温退火
我司所用退火方式有两种:球化退火、软化退火
球化退火:钢料经加热、保温、缓冷后使珠光体中层状渗碳体呈球状化分散在铁素体基体中,使钢料软化,易于冷锻加工的退火方法,称为球化退火。
球化退火的方法:a.长时间加热法;b.缓冷法;c.恒温变态法;d.加热冷却反复法;e.淬火及球化组合法。
我司主要采用缓冷法和恒温变态法。
软化退火:加热至一定温度范围(600-650度)维持一定时间后冷却。
球化退火常见缺陷:钢铁氧化、脱碳。
氧化:钢铁在加热时受到炉气中CO2、O2、H2O等氧化性气体的作用使钢的表面氧化生成FeO、Fe3O4、Fe2O3。
钢的脱碳:钢的脱碳过程就是炉气中H2O、CO2、H2和钢中Fe3C进行反应的过程。
为了满足球化退火不脱碳,不氧化之要求,炉内都加有保护气体,我司用的保护气体有N2和RX气体。
RX气体制造:碳氢化合物(C3H8、C4H10)与空气按一定比例混合,在1000-1050度高温下,通过触媒作用,裂解而成。
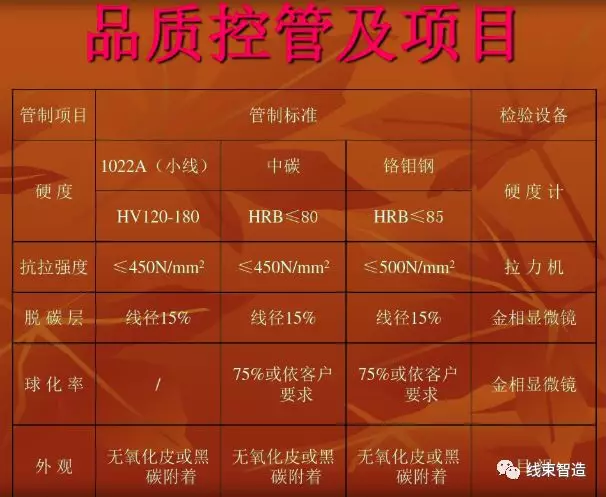
球化率级别低是影响球化率的因素:
球化退火工艺。如均温度、时间、冷却速度。
合金元素添加。如Cr、MO、V加工度。如抽线减面率。
钢铁原始组织。如处理前碳化物形状、大小、分布等。
硬度偏高的影响因素:
球化退火工艺。如预热温度、等温温度、冷却速度。
退火前加工度。如抽线减面率。
钢的原始组织及化学成分。
退火作业流程:
生产工令→上料→选用程式→进炉→点火升温→前期N2置换→RX气体置换(670℃)→保温→降温→后期N2置换(670℃)→出炉→下料→资料输入。
粗 抽
粗抽是半成品线材制造过程。小线是将Φ5.5-7.0盘元通过连续抽线机抽成所需线径,然后经过退火处理。大线粗抽是经一模拉拔抽成所需线径,然后经过退火处理。大线粗抽减面率太小,则会影响退火球化率,增加其硬度。小线粗抽抽线公差控制在-0.05~0.02间。大线粗抽抽线公差控制在-0.08~0.02间。
小线粗抽是经过机械脱氧化膜。盘元线径先经过五个弯曲轮,把表面脆硬氧化膜除净,再经眼膜进行拉拔。
大线粗抽是经过化学脱氧化膜才能够进行拉拔。
精抽是对半成品线材或盘元经酸洗后进行精加工的抽线过程。半成品精加工减面率控制在5%-10%之间。原盘元精抽减面率一般不作控管,但减面率大小不能低于5%,若太小则抽出的线材表面不光滑或有弯曲现象,影响到成型品质。
精线抽线公差小线控制在-0.02~0.00间,大线公差控制是按大小不同有相应的控制标准。